
 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KM
KM
 LA
LA
 MN
MN
 MY
MY
 KK
KK
 UZ
UZ

Doğru materialın seçilməsi davamlı, təhlükəsiz və sərfəli boruların istehsalında ilk və ən vacib addımdır. Boru istehsalı üçün sıxılmış qızdırılmış polad rulonu güclü və formasına uyğun olması səbəbilə populyar seçimdir. Lakin bütün rulonlar eyni deyil. Bu rehber sizə sənayedə mövcud ən yaxşı təcrübələr əsasında məlumatlı qərar qəbul etməyinizə kömək edəcək əsas amilləri izah edir.
Əsas İstehsal Prosessini Anlayın
Sıxılmış isti dəmir çeliyi, dəmir çeliyinin yüksək temperaturda (1700°F/926°C-dən yuxarı) yuvarlanmaqla istehsal olunur; bu da dəmir çeliyini formasını dəyişməyə və böyük rulonlara çevirməyə daha asan edir. Bu proses boru kəmərləri üçün idealdir, çünki o, dəqiq səth bitdirməyə deyil, əsasən üstün mexaniki bütövlüyə malik material yaradır. Neft, qaz və ya su daşınan boru kəmərlərində yüksək təzyiqə davam gətirmə qabiliyyəti çox vacibdir. İsti yuvarlanma prosesi dənə strukturu ilə işləyir və buna görə də qaynaq edilə bilən, böyük diametrli borulara effektiv şəkildə formalaşdırıla bilən möhkəm və plastik məhsul alınır.
Korrosiya müqaviməti üçün Kimyəvi Tərkibə Prioritet Verin
Boru kəməri istehsalı üçün isti dövranlı polad rulonu seçərkən kimyəvi tərkib performansı müəyyən edir. Yaxşı qaynaqlanma xüsusiyyətlərini təmin etmək üçün aşağı karbon tərkibinə (adətən <0,25%) diqqət yetirin. Bundan əlavə, manqan (Mn) kimi elementlər möhkəmliyi artırır, buna görə də mis (Cu), xrom (Cr) və ya nikel (Ni) kimi kiçik miqdarda əlavələr nəmə və ya sərt kimyəvi maddələrə məruz qalan boru kəmərləri üçün korroziyaya davamlılığı əhəmiyyətli dərəcədə yaxşılaşdıra bilər. Sulfur və ya fosforun yüksək miqdarına malik rulonlardan çatlamalara və qırılganlığa səbəb olmaları səbəbilə qaçının.
Mexaniki xüsusiyyətlərin qiymətləndirilməsi: Möhkəmlik və elastiklik
Boru kəmərləri ekstremal şəraitə davam gətirməlidir, buna görə də akma müqaviməti və çəkmə müqavimətinə diqqət yetirin.
• Akma müqaviməti (məs., 235 MPa – 355 MPa): Borunun daimi deformasiyaya uğramasına başladığı gərginlik səviyyəsini göstərir. Daha yüksək akma müqaviməti daha incə divarlar və yüngül çəkiyə imkan verir.
• Çekme müqaviməti (məs., 400–550 MPa): Gərginlik altında pozulmaya qarşı müqaviməti ölçür.
• Uzama (>20%): Poladın boru kəməri quraşdırılması zamanı çatlamadan əyilə bilməsini təmin edir.
Bu rəqəmləri təsdiqləmək üçün həmişə material sınaq sertifikatı (MTC) tələb edin. Güc və plastiklik arasında tarazlıq, təzyiq zirvələri zamanı fəlakətli qırılmaların qarşısını alır.
Ölçü Toleranslarını və Rulon Çəkisini Yoxlayın
Kanalizasiya boruları üçün sabitlik tələb olunur. Boru istehsalı üçün isti dövrlənmiş rulonun qalınlığı (kalibr) bərabər boru divarı qalınlığını təmin etmək üçün dar toleranslara (məsələn, ±0,2 mm) cavab verməlidir. Qalınlıqda dəyişikliklər zəif yerlərə səbəb ola bilər. Həmçinin, rulonun daxili diametri (adətən 508 mm və ya 610 mm) və xarici diametrini nəzərə alın — bu parametrlər rulonun kəsilmə və ya boru formasına verilmə xətlərinə necə asanlıqla daxil olmasını təsir edir. Ağır rulonlar (30 metrik tonadək) uzun boru kəmərləri üçün tələb olunan qaynaq sayını azaldır və beləliklə, əmək haqqı xərclərini və potensial sızıntı nöqtələrini azaldır.
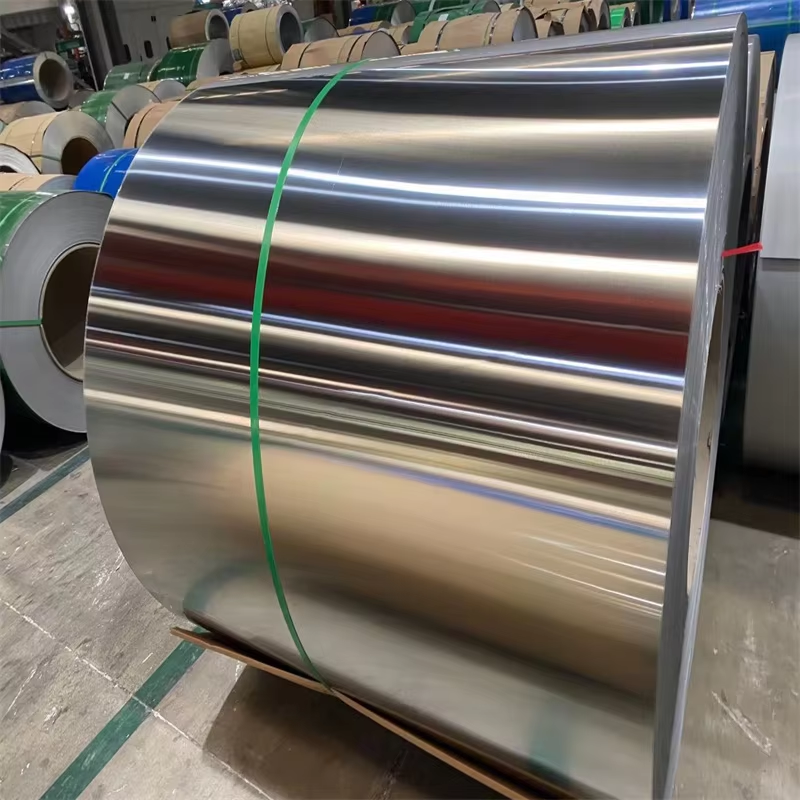
Səth Keyfiyyətini və Kənar Vəziyyətini Qiymətləndirin
İstilikdə dövrlənmiş polad adətən qabarıq, pullu səthə (zavod pulları) malikdir, lakin dərin çuxurlardan, çatlamalardan və təbəqələşmələrdən azad olmalıdır. Əksər neftqaz kəmərləri tətbiqlərində səth, örtük üzərində işlənməzdən əvvəl pulların silinməsi üçün ya qumla qarğılanır, ya da turşu ilə işlənir. Kənar şəraitinə xüsusi diqqət yetirin: kəsilmiş kənarlar (kəsilmə yolu ilə alınmış) ümumi hal olsa da, yüksək gərginlikli neftqaz kəmərləri üçün kənarların kəsilməsi və ya yuvarlaqlaşdırılması formalaşma zamanı kənar çatlamalarının riskini azaldır. Görsəl yoxlama və eddy cərəyanları ilə yoxlama gizli səth çatlamalarını aşkar edə bilər.
Qaynaqlanma və formalanma standartlarını təsdiqləyin
Boru kəməri yalnız qaynaq birləşmələri qədər güclüdür. Buna görə də boru kəməri istehsalı üçün isti dövrlənmiş polad rulonun karbon ekvivalenti (CEV) aşağı olmalıdır — adətən 0,42% -dən az. Aşağı CEV qaynaq zamanı hidrogenin səbəb olduğu çatlamaların riskini minimuma endirir. Bundan əlavə, rulon standartlaşdırılmış əyilmə testlərindən (məsələn, 180 dərəcəlik əyilmə) sınanmadan keçməlidir. Təchizatçınıza materialın API 5L və ya ASTM A36/A572 standartlarına uyğun olub-olmadığını soruşun — bu standartlar boru kəmərləri və konstruktiv tətbiqlər üçün ən çox istifadə olunan standartlardır.
Keyfiyyət təminatı ilə tanınan təchizatçı seçin
Nəhayət, təchizat mənbəyi əhəmiyyətlidir. 2008-ci ildən bəri fəaliyyət göstərən Rarlon Steel kimi etibarlı bir təchizatçı sizin fabrikinizə qədər tam izlənəbilənlik təmin edir. Aşağıdakılara diqqət edin:
• Dövran test sertifikatları (EN 10204 3.1 və ya 3.2)
• Üçüncü Şəxslər Tərəfindən İncələnmə (məsələn, SGS, BV)
• Sabit Təchizat birincil yeni materialdan, ikincil və ya nasaz rulonlardan deyil.
Etibarlı bir tərəfdaş texniki məlumat vərəqləri təqdim edəcək, xüsusi ölçüləri dəstəkləyəcək və boru kəməri istehsalı üçün isti dövrlənmiş polad rulonunuzun layihə spesifikasiyalarına uyğun olmasını təmin edəcək; nəticədə sizin vaxtınızı və pulunuzu qənaətə aparacaq.
Mündəricat
- Əsas İstehsal Prosessini Anlayın
- Korrosiya müqaviməti üçün Kimyəvi Tərkibə Prioritet Verin
- Mexaniki xüsusiyyətlərin qiymətləndirilməsi: Möhkəmlik və elastiklik
- Ölçü Toleranslarını və Rulon Çəkisini Yoxlayın
- Səth Keyfiyyətini və Kənar Vəziyyətini Qiymətləndirin
- Qaynaqlanma və formalanma standartlarını təsdiqləyin
- Keyfiyyət təminatı ilə tanınan təchizatçı seçin