
 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KM
KM
 LA
LA
 MN
MN
 MY
MY
 KK
KK
 UZ
UZ

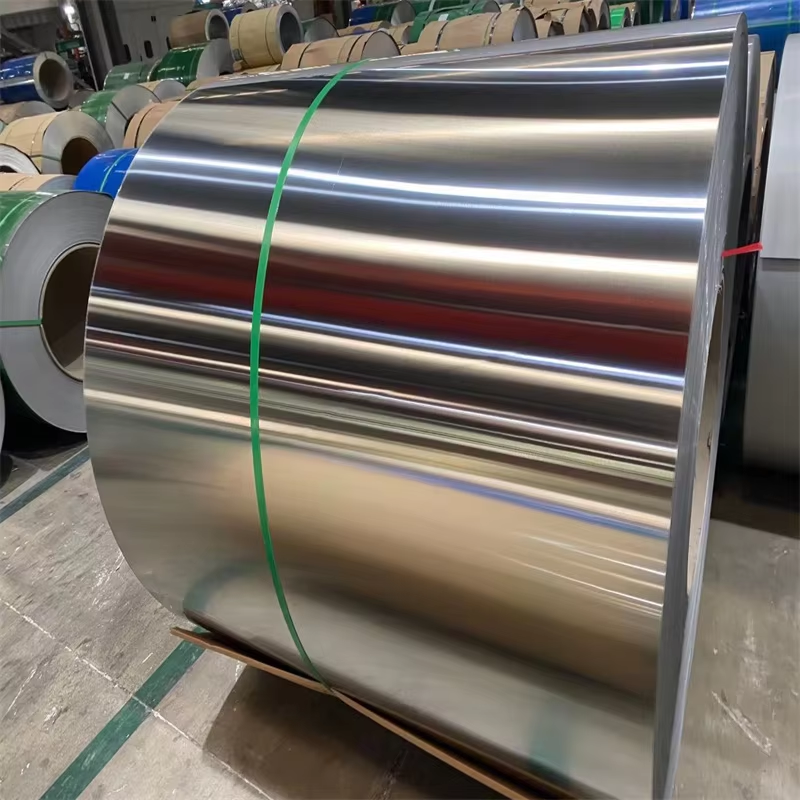
Изборот на соодветен материјал е првиот и најкритичен чекор во производството на трајни, безбедни и рентабилни цевководи. Топло валчаните стоманени намотки за производство на цевководи се популарен избор поради нивната чврстина и формабилност. Сепак, не сите намотки се еднакви. Овој водич ги објаснува клучните фактори кои треба да се земат предвид, за да направите информиран избор според најдобрите индустријски практики.
Разберете го основниот процес на производство
Топло валцуваниот челик се произведува со валцување на челик при високи температури (над 1.700°F/926°C), што го прави челикот полесен за формирање и обликување во големи намотки. Овој процес е идеален за цевководни примени, бидејќи создава материјал кој е помалку фокусиран врз прецизни површински завршетоци, а повеќе врз одлична механичка интегритетност. За цевководите што транспортираат нафта, гас или вода, способноста да поднесат висок притисок е критична. Процесот на топло валцување го усовршува зрнестата структура, давајќи тврд и дуктилен производ кој ефикасно може да се заварува и формира во цевки со голем пречник.
Приоритетизирајте хемиски состав за отпорност на корозија
При избор на топло валчан стоманен свиток за производство на цевководи, хемискиот состав го одредува перформансот. Потребно е да се бара ниско содржање на јаглерод (обично <0,25 %) за да се осигура добра заварливост. Додека тоа, елементите како што се манган (Mn) ја зголемуваат чврстината, а мали количества на бакар (Cu), хром (Cr) или никел (Ni) значително можат да ја подобрат отпорноста кон корозија — клучна одлика за цевководи кои се изложени на влажност или агресивни хемикалии. Избегнувајте свитоци со високо содржање на сумпор или фосфор, бидејќи тие можат да предизвикаат кршливост и пукнатини при заварување.
Оценете механички својства: чврстина и флексибилност
Цевководите мора да издържат екстремни услови, па затоа фокусирајте се на границата на течност и затегнатост.
• Чврстина на текување (напр., 235 MPa – 355 MPa): Укажува на напрегнатоста при која цевката почнува да се деформира постојано. Повисоката граница на течност овозможува потенки ѕидови и полесна тежина.
• Затегачка чврстина (напр., 400–550 MPa): Мери отпорност кон прекинување под затегнатост.
• Истегнување (>20 %): Осигурува дека стоманата може да се свиткува без пукнатини во текот на изградбата на цевководот.
Секогаш барајте сертификат за испитување на материјалот (MTC) за потврда на овие вредности. Равнотежна комбинација на чврстина и дуктилност спречува катастрофални неуспеси при нагли порастови на притисокот.
Проверете димензионални допуштени отстапки и тежина на намотката
Цевководите бараат конзистентност. Дебелината (калибарот) на топло валцуваната намотка мора да одговара на строги допуштени отстапки (на пример, ±0,2 мм), за да се осигура еднообразна дебелина на цевковидниот ѕид. Одстапувањата можат да доведат до слаби точки. Исто така, размислете за внатрешниот пречник на намотката (обично 508 мм или 610 мм) и надворешниот пречник, што влијае на леснотијата со која таа се хранат во линиите за резење или формирање на цевки. Потежките намотки (до 30 метрички тони) го намалуваат бројот на заварувања потребни за долги цевководи, што ја намалува работната сила и потенцијалните точки на цурење.
Оценете квалитетот на површината и состојбата на рабовите
Додека топло валцуваниот челик обично има груба, люспеста површина (милска люспа), тој треба да биде слободен од длабоки јами, пукнатини или слоеви. За повеќето цевководни примени, површината се чисти со песок или со киселина за отстранување на люспата пред нанесување на заштитниот слој. Обратете посебно внимание на состојбата на рабовите: расечени рабови (исечени со ножици) се чести, но за цевководи под висок напон, изрежаните или заоблените рабови го намалуваат ризикот од пукнатини по рабовите при формирањето. Визуелната инспекција и испитувањето со вртечки струи можат да откријат скриени површински недостатоци.
Потврдете ги стандардите за заварливост и формабилност
Цевководот е толку силен колку и неговите заварени врски. Затоа, топло валцуваната челична лента за производство на цевководи мора да има ниска еквивалентна содржина на јаглерод (CEV), обично под 0,42 %. Ниската CEV го минимизира ризикот од пукање предизвикано од водород при заварување. Додека тоа е така, лентата треба да помине стандардни тестови за превитка (напр., превитка од 180 степени) без лом. Прашајте го вашиот доставувач дали материјалот е во согласност со API 5L или ASTM A36/A572 – чести стандарди за цевки за транспорт на течности и гасови и структурни примени.
Изберете доверлив доставувач со гаранција за квалитет
На крај, изборот на извор е од суштинско значење. Доверлив доставувач како Rarlon Steel (основан во 2008 година) нуди целосна проследливост, од челичната плавилница до вашата фабрика. Проверете дали постојат:
• Сертификати за испитување од плавилницата (EN 10204 3.1 или 3.2)
• Трета страна Проверка (напр., SGS, BV)
• Постојана понуда од првокласен нов материјал, а не од вторични или дефектни ленти.
Поверениот партнер ќе обезбеди технички податочни листови, ќе овозможи прилагодени димензии и ќе осигура дека вашиот топло валкан челичен ролка за производство на цевководи ги исполнува спецификациите на проектот, што на крајот ќе ви спести време и пари.
Содржина
- Разберете го основниот процес на производство
- Приоритетизирајте хемиски состав за отпорност на корозија
- Оценете механички својства: чврстина и флексибилност
- Проверете димензионални допуштени отстапки и тежина на намотката
- Оценете квалитетот на површината и состојбата на рабовите
- Потврдете ги стандардите за заварливост и формабилност
- Изберете доверлив доставувач со гаранција за квалитет